














一面两圆柱销定位的计算和误差分析
2019-07-04
1.工件以一孔为主要定位
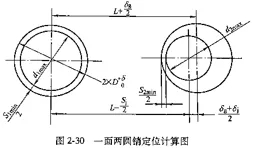
1)确定主要定位销的公称直径d1(见图2-30)。
d1=d1max=Dmin=D
d1的极限偏差见2.3.2节(取g5、g6或f7)。
2)计算另一定位销公称直径d2。
d2=d2max=Dmin-(δg+δj)-S2min
S2min取为0.01~0.02mm。
d2的极限偏差见2.3.2节(取h5或h6)。
3)定位误差分析。工件对主要定位销中心任意方向的位移(位置误差)按式确定;工件相对两定位销中心连线的角度定位误差按式确定。
用上述两圆销定位,其角度定位误差比采用一圆销和一菱形销大。
2.工件以两等径圆销定位
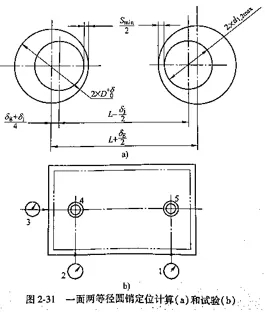
由试验测量定位误差的大小和方向可知,当以一面两圆柱销定位加工箱体件时,工件定位孔与定位销接触线的位置具有一定的稳定性。
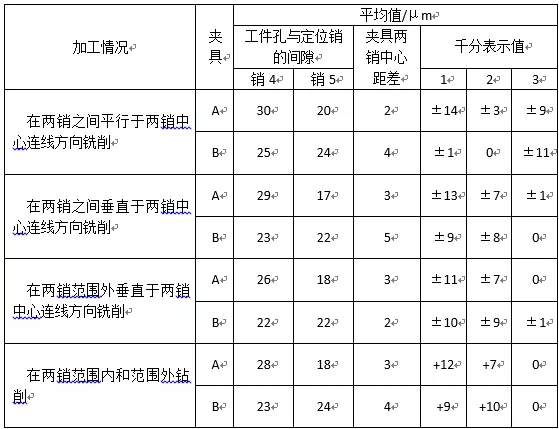
表2-19表示,箱体以一面两销孔定位,加工时用千分表1、2和3测量工件的位置变化和方向,各千分表测点通过两圆柱定位销的中心(图2-31b),表中的数据是加工25个工件偏差的平均值。千分表1和2的示值表示垂直于两圆柱销连线方向上的尺寸分散性,千分表3表示平行于两销中心连线方向上的尺寸分散性。
由表2-19可知,当工件用一面两圆柱销定位时,使两定位销与定位孔有同样的间隙,在平行于两定位销连线方向的加工精度高。按下式确定两圆柱销的公称直径(图2-31a)。
d1,2=D-(δg+δj)-S2min Smin=0.01~0.02mm
的极限偏差可取h6或h7。
为消除间隙对加工精度的影响,铣削时进给方向应垂直于加工尺寸方向;钻削、镗削时加工尺寸应平行两销中心连线。
这时工件相对两定位销中心在水平或垂直方向的位移(位置误差)为Smax=Dmax-d1,2min,而Dmax=D+δ;d1,2min= d1,2-δ1,2(δ1,2为圆销制造公差)。
工件的角度定位误差
1)确定主要定位销的公称直径d1(见图2-30)。
d1=d1max=Dmin=D
d1的极限偏差见2.3.2节(取g5、g6或f7)。
2)计算另一定位销公称直径d2。
d2=d2max=Dmin-(δg+δj)-S2min
S2min取为0.01~0.02mm。
d2的极限偏差见2.3.2节(取h5或h6)。
3)定位误差分析。工件对主要定位销中心任意方向的位移(位置误差)按式确定;工件相对两定位销中心连线的角度定位误差按式确定。
用上述两圆销定位,其角度定位误差比采用一圆销和一菱形销大。
2.工件以两等径圆销定位
由试验测量定位误差的大小和方向可知,当以一面两圆柱销定位加工箱体件时,工件定位孔与定位销接触线的位置具有一定的稳定性。
表2-19表示,箱体以一面两销孔定位,加工时用千分表1、2和3测量工件的位置变化和方向,各千分表测点通过两圆柱定位销的中心(图2-31b),表中的数据是加工25个工件偏差的平均值。千分表1和2的示值表示垂直于两圆柱销连线方向上的尺寸分散性,千分表3表示平行于两销中心连线方向上的尺寸分散性。
由表2-19可知,当工件用一面两圆柱销定位时,使两定位销与定位孔有同样的间隙,在平行于两定位销连线方向的加工精度高。按下式确定两圆柱销的公称直径(图2-31a)。
d1,2=D-(δg+δj)-S2min Smin=0.01~0.02mm
的极限偏差可取h6或h7。
为消除间隙对加工精度的影响,铣削时进给方向应垂直于加工尺寸方向;钻削、镗削时加工尺寸应平行两销中心连线。
这时工件相对两定位销中心在水平或垂直方向的位移(位置误差)为Smax=Dmax-d1,2min,而Dmax=D+δ;d1,2min= d1,2-δ1,2(δ1,2为圆销制造公差)。
工件的角度定位误差

购物指南
咨询 / 订购
400-0755-965 (免长途费)
ask@jinshengtai.com.cn
技术 / 支持
400-0755-965
ts@jinshengtai.com.cn
投诉 / 建议
0755-8527 5691
cs@jinshengtai.com.cn
工作时间
8:00-18:00 (周一至周六)
CONTACT US




关注晋升泰官方微信
X